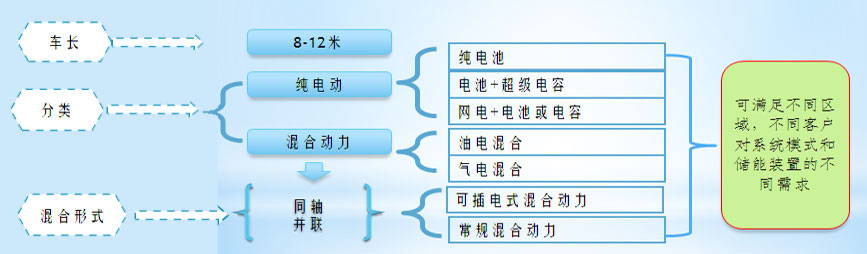
��˾������10���DZ���з��������˻����������Ķ൵AMT�Զ������������������Ч���ɵ�ͬ�Ტ����϶��������������ϵͳƽ̨���з���16����϶����ͳ���5�����綯�Լ�3�����ʽ��϶����ͳ�����Ʒ������8��12�ף������㲻ͬ����ͬ�ͻ���ϵͳģʽ�ʹ���װ�õIJ�ͬ����
���ʽ��϶����ͳ�
 |
|
|
|
2010���ڳ����϶���ϵͳ�Ļ����ϣ���ͨ�ͳ����з��˲��ʽͬ�Ტ����϶����ͳ�����2013�꿪ʼ���������г����ó����ڼ̳�ԭ��ϵͳ�߿ɿ��ԡ��߰�ȫ�ԵĻ����ϣ��Ӵ綯��ʻ��̣���һ����������Ľ���Ч������Ի�����ʩ�����Ϊ�걸��������ʵ�ֳ�������ӳ�磬�Ӵ綯��Ӫ��̣�������Ⱦ���ŷţ�����ȼ�����ģ�������û�������ĵ���Ҳ������Ϊ�����϶����ͳ�������Ӫ��
��ͨͬ�Ტ�����ʽ��϶����ͳ��ڻ�϶��������½����ʴﵽ40%���ϣ���繤�����ۺϽ����ʴﵽ60%���ϣ�����Ч�����ԣ���Ʒ�ɿ��ԡ���ȫ�Եõ���֤��
|
���ļ���
�������ϵͳ�����������16Ah��ߵ�60-80Ah�������������綯��ʻ��̵�ͬʱ���ӳ����ʹ���������Ӵ������ƶ��������ձ�����
�������ϵͳ������ͨ������õ�45Kw��420N.m����ͬ�����������65Kw��600N.m����ߵ��ϵͳ��ɢ��Ч�������Ӵ��綯ģʽ�Ķ������ܡ�
�綯����ת��ϵͳ�����ó���ʽ�綯Һѹת��ϵͳ����ƽ�����й���ֻ��310W����Ч����75%���ϡ�Ϊʵ�ַ������ĵ��ٺ͵���Ϩ���ṩ��Ҫ�ļ���������
���ϵͳ��������ѡ���ֶ������Զ��������ģʽ��������ұ�������ʵ�ֳ��س�硢��������������ȶ��ֳ��ģʽ��
���ܿյ�ϵͳ�����ݵ�ص�����������״̬��������������ͨ���DZ�ʵ�ֿյ�ϵͳ�����ܿ��ƣ�ʵ�������Ȼ��������Ż����ƣ���߿յ��ܺıȡ�
��ͨ���綯�ͳ���Ʒ
���綯�ͳ�����ϵͳ����ĿǰӦ����Ϊ�㷺��״̬��Ϊ�ȶ��ĵ綯��ֱ����ʽ�����ݲ�ͬ����Ļ�����ʩ����������з��˵�ؿ컻ʽ���������ʽ������������߳��ʽ�ȶ��ֳ��ģʽ����Ʒ���������塢���������εȶ����;��

��������
��ȫ�ԣ� �� ������Ʊ����ƶ�������������Դ�����ĸߵ�ѹ������ȫ��Ʊ�����Ӧ����ʵ�ʿ��������У����밲ȫʧЧģʽ��DZ�ں��������Ʒ�������������Դ������ư�ȫ�Է��գ��������ڽ�һ�����ͳ�����ȫ������������룻
�����������ȫ�ԣ���ѹ��������������������Զ������ײ���Զϵ�Ȱ�ȫ�ṹ��ƣ�����������ȫ��Ƶȼ���
�۰�ȫʵ����֤�����½ṹ���²��ϡ��¹��ս��а�ȫ��֤��������Ʒ�������ȫ������
�ɿ��ԣ��߶ȼ��ɵĵ�ѹ��ѹ������װ�ã����ౣ��������ȫ�뱻����ȫ������ƣ��ֲ��ģ�黯���Ƶ���������ϵͳ�ܹ������Ƶij����Ӳ����ʩ������Զ�̼��ϵͳƽ̨��ʵ������ȫ�������ڵĿɿ��Թ�����
�����ԣ� ����������������С���ι�ȫ���ؼ����Ļ�����,����ھ�������������,ͨ���Ż��ṹ��ѡ���²��ϣ����������������ڳ����Ǽܼ���Ƥ���ذ塢þ�Ͻ��������μ�������˾�����������ñ������ա����ʸ�Ч�յ������Ͻ���������С�����ߴ硢�Ż���������ȥ������������ȥ������Ҫ�ĸ���Ʒ�ȷ��棬ʵ��������������
�ڶ���Դ���ܹ���������ͨ����������ء���������������綯�������յ��ȸ��ؼ��㲿�������ܿ��ƣ��Ż���������������ԣ����������Դת��Ч�ʣ������������Ч����
����Դ�ͳ��г���ӪЧ��
����Դ�ͳ��г��ſ���
����Դ�ͳ��г��ֲ���
����Ŀǰ����ͨ����Դ�ͳ��ۼƴ��ģ��Ӫ�����ѽ�5000��,����̳���6�ڹ���ֲ���ɽ���ֳ��С�������������ɹż���������ݡ����ݡ����ݡ����ڡ��¼��¡����ɱ���70�����������С�

����Դ�ͳ��г��ܺ������
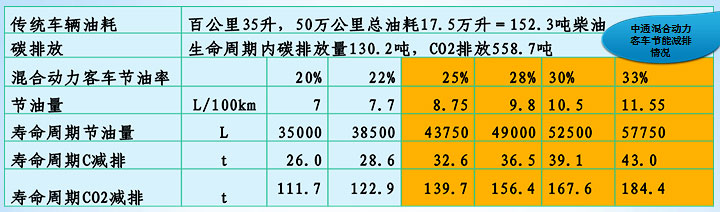
����϶����ͳ���Ŀǰ���ڳ��й��������£���ͨ��-���϶����ͳ������ʷֲ���25.2%~32.4%֮�䡣���ʽ��϶���ϵͳ�ۺϽ����ʴﵽ50%���ϡ�
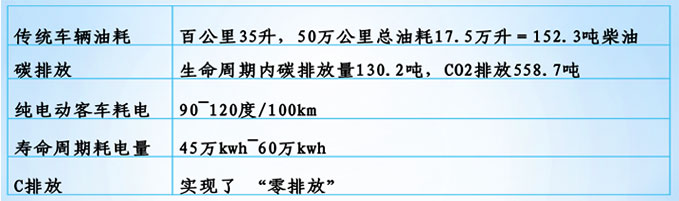
���綯�ͳ��������й����£���ͨ12�״��綯�ͳ�ÿ����ĵ粻��1�ȵ磬10�״��綯�ͳ�ÿ����ĵ�0.7�����ҡ����й��������£���12�״��綯���������ܼ����������£�
�г���ӪЧ����
����ͬ�Ტ����϶���ϵͳ�ͳ� �ڹ�ȥ����ռ����Ҫ��λ������������˿ͻ��Ľ�������Ҫ������Ҫ���ǽ���˻���ϵͳ�ڿɿ��Է��治��ļ������⣬����˿ͻ����Ͽɡ�
���2013��������ƹ�IJ��ʽ��϶����ͳ��������ڶ��г�����֤�Ѿ����죬��Ʒ�Ŀɿ��Ըߡ������ʸߣ���ԭ�����ڳ�ֽ���˳����϶����ļ������ƣ��ص㷢���˴��ء���������ȷ�����ͣ�����߾��ȼ�ʻԱ��ͼʶ��ȼ������ƣ������Բ���ijɹ���
���ijЩ�����ʺϲ���������ҹ�˾�ʵ��������Ʋ��ԣ�ʹ�Dz��ģʽ�µIJ��ʽ��϶����ͳ������ۺϽ�����ԶԶ���������϶����ͳ���